打开文本图片集
摘要:本文主要阐述核电(泵)硅钢片涂漆生产线的研发与设计制造。
关键词:水溶性漆;核电(泵);预热;烘烤;滚漆;检测
前言
目前世界上大多数核电机行业对硅钢冲片的绝缘涂漆均采用无机、半无机水溶性漆,相比于有机漆而言,主要有如下优点:
无机、半无机水溶性漆采用的稀释剂为水,相比于有机漆所采用的甲苯等有机溶剂而言,粘度更容易控制且气味小,不需要特殊的废气处理装置,具有非常好的环保性。
涂层较薄。有机漆涂层厚度为0.015–0.025mm,而水溶性漆一般都在0.01mm以内,具有更高的铁心叠装系数。无机、半无机涂层薄且坚韧,在长期运行下不收缩不松动,铁心紧量不会减小。
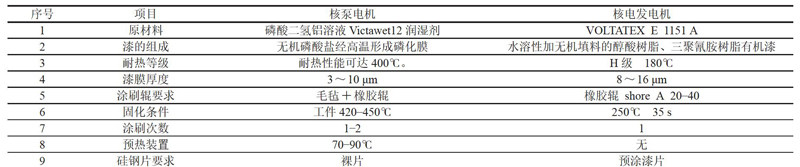
核泵冲片ALKOPHOS绝缘系统而言,由于其固化温度比有机漆高一倍以上,所以耐高温性好。即使铁心局部烧坏,由于不碳化,破坏处不会扩大。
因此,鉴于水溶性漆的优点,研制和实施冲片水溶性漆涂漆技术已成行业发展趋势。
正文
生产线的开发设计
预热段 该段是核泵冲片ALKOPHOS体系的特殊要求,主要是对无预涂层的“裸冲片”进行干燥、清洁和增加漆膜附着力,温度在70℃~90℃。我们采用电加热形式,冲片由驱动辊传送,整个预热段长2.5m,为移动结构(涂刷核电冲片时移开)
核泵漆液循环装置 将漆、水和润湿剂分别储存在各自的容器中,通过管道和控制阀按比例输送到漆液池。通过压缩空气对漆液池进行搅拌并利用加热原件,让漆液保持在53℃左右。搅拌好的漆则通过循环泵送至辊漆装置上的喷淋管里。
涂漆采用辊漆方式。喷淋管将漆液喷滴在上漆辊上,传给下漆辊,多余的漆会流入接漆盘并通过管道流回漆液中循环使用(中间设置磁性过滤装置,将多余漆中所含的金属粒吸出并清理)。漆液池池内通有压缩空气、加热原件。
加热烘烤段 该段是核泵、核电冲片并线涂漆的关键。从技术指标表中可知,两者的固化温度和固化时间相差较大,因此,炉膛内温度应分段控制。整个烘烤段长20m,烘烤温度与段长按下图1所示曲线控制。
根据升温要求和经验初步确定炉体结构和炉膛尺寸,再依据生产效率和核电(泵)冲片的工艺规范、炉体结构、炉膛尺寸、升温时间等因素计算〖P=Cτ–0.5F(t/1000)1.55〗确定总功率(810KW)。然后再依据总功率的设置要求优化设计炉体结构和炉膛尺寸,合理布置电加热装置、隔热保温层和循环热风口,保证炉体的耐高温能力和炉膛内部温度的均匀性。
依据加热冲片所需的有效热量〖Q=G(C2t2– C1t1)/τ〗的计算和经验,特殊设计定制大功率的远红外线电加热装置,合理分配核泵和核电加热控制区域,保证烘烤炉体在30min内达到核泵或核电工艺要求的炉温,并可依据炉膛内部的温度变化自动控制和调节。
特殊设计定制耐高温、耐磨和强度高的冲压齿板与大滚轮链条组成热输送带和导轨。同时采用特殊的补偿联接避免了热膨胀引起的热变形。保证整个输送带特别是热输送带在高温中长期运行的平稳性和可靠性。
远红外线电加热装置布置如下图2所示:
各段炉膛温度控制调节范围
预加热炉区炉体控制调节范围为:室温~120℃。
核电加热区炉膛控制调节范圍为:室温~350℃。
核泵加热区炉膛控制调节范围为:室温—750℃。
链网和预热滚筒驱动电机调速范围 20~1000rpm,链网调速范围0–20m/min。
冷却下件段 该段的核心是保证冲片在出口处的温度在60℃,根据长期经验,段长设计6m,均匀安装6个2.5瓦的风机可达到冲片下件要求。
生产线的电气控制系统 加热部分采用6台调功器和48只30KW的加热板均匀布局炉体,以便实现均匀加热和加热功率的连续调节及加热关断。温控部分采用模数转换一体化热电偶型号:KL–JWB/K,配套采用KL–KSC型温控仪和KL–KSL型8通道温度检测打印记录仪,实现温度检测、温度控制、温度记录的功能。
采用艾默生变频器和南洋变频电机实现链网拖动和调速功能,同时采用变频器调节炉体冷却风量。采用三菱PLC实现逻辑控制。采用电动开关整台设备的电源接通与切断。
冲片质量检测及质量指标
单面漆膜厚度标准值
核电片:8~16um 最大值:16um 最小值:8um。
核泵片:3~10um 最大值:10um 最小值:3um。
漆的附着力 切割的交叉处漆膜脱落和受损小方格漆膜数量应低于切割区域5%。
漆膜固化的检查 白棉布没有明显的着色和冲片漆膜没有脱落和变软为合格。
冲片片间绝缘电阻测量 冲片间电阻率应大于1M Ω.cm2,即测量得到的电阻R×S(被试冲片的表面积)。
参考文献
胡宗武,石来德,徐履冰.机械设备安装工程手册[M].机械工业出版社,2003.
成大先.机械设计手册(第4版)[M].化学工业出版社,2002.






